
Extreme Turbo 350 Transmission Build Up

 This is what the T/350 transmission looks like before we start to dismantle the unit and prepare it for the wash. The whole process from this stage to the final coat of paint will take three days while a standard unit can be built in one day.
This is what the T/350 transmission looks like before we start to dismantle the unit and prepare it for the wash. The whole process from this stage to the final coat of paint will take three days while a standard unit can be built in one day.
 This photo shows the transmission completely striped and coming out of the hot wash just before being taken to the rebuild room for inspection.
This photo shows the transmission completely striped and coming out of the hot wash just before being taken to the rebuild room for inspection.
 This shot above shows almost everything that is used to build the EXTREME T/350 with only the converter and rear annulus missing. A lot of extra hard parts go into the Extreme T/350 with the front planetary, reaction bell, center support, rear annulus, TCI outer sprag ring and super wide band all added for extra strength. As you can appreciate we tend not to itemise the exact contents of our kits.
This shot above shows almost everything that is used to build the EXTREME T/350 with only the converter and rear annulus missing. A lot of extra hard parts go into the Extreme T/350 with the front planetary, reaction bell, center support, rear annulus, TCI outer sprag ring and super wide band all added for extra strength. As you can appreciate we tend not to itemise the exact contents of our kits.
 This is a T/350 having is lower case machined dead flat as they are NEVER flat. The machine used was specially built for us as the surface is so large on many transmissions, milling such a large surface area will always distort the case as it builds up heat.
This is a T/350 having is lower case machined dead flat as they are NEVER flat. The machine used was specially built for us as the surface is so large on many transmissions, milling such a large surface area will always distort the case as it builds up heat.
 The end result of the machine work shows the case now completely flat and free from any distortion it may have received over the years. There has been many times that we have found quite large bows within the case, some as large as 40 thou ( 1.00 mm ).
The end result of the machine work shows the case now completely flat and free from any distortion it may have received over the years. There has been many times that we have found quite large bows within the case, some as large as 40 thou ( 1.00 mm ).
 This is a perfect example of a pump half that has been so poorly machined from the factory that the large portion shown between the fingers has been completely missed and not machined at all.
This is a perfect example of a pump half that has been so poorly machined from the factory that the large portion shown between the fingers has been completely missed and not machined at all.
 As with all of our Extreme transmissions particular attention is paid to the front surface of the pump ensuring that it is not only perfectly flat but machined 90 degrees to the alignment of the pump. Not like that last photo!
As with all of our Extreme transmissions particular attention is paid to the front surface of the pump ensuring that it is not only perfectly flat but machined 90 degrees to the alignment of the pump. Not like that last photo!
 When machining the front pump surface, the rear thrust surface must also be machined for perfect alignment, this must be done without removing the rear pump half from the lathe.
When machining the front pump surface, the rear thrust surface must also be machined for perfect alignment, this must be done without removing the rear pump half from the lathe.
 The width of the brand new inner and outer pump gears are checked for tolerance after being wet blocked flat.
The width of the brand new inner and outer pump gears are checked for tolerance after being wet blocked flat.
 The complete pump assembly with new bushes, new torrington bearing, intermediate piston assembly, direct drum and forward drum rings, pump gasket and outer pump D ring. The end float shim under the torrington bearing will no doubt be changed during case assembly.
The complete pump assembly with new bushes, new torrington bearing, intermediate piston assembly, direct drum and forward drum rings, pump gasket and outer pump D ring. The end float shim under the torrington bearing will no doubt be changed during case assembly.
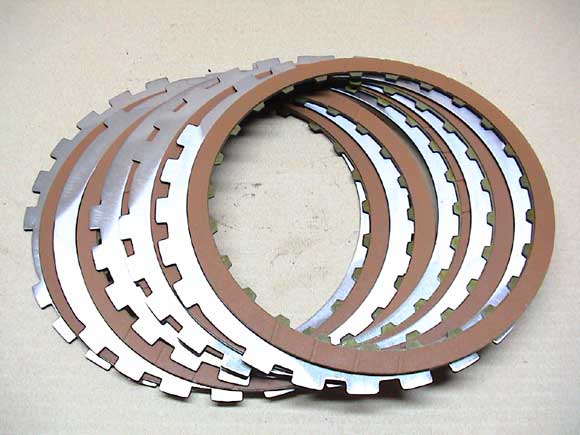 This is the new low – reverse clutch pack replacing the standard clutch pack with new radial ground steel plates and heavy duty treated frictions. In all there are 4 clutch pack assemblies with in the transmission but we only have room for one photo.
This is the new low – reverse clutch pack replacing the standard clutch pack with new radial ground steel plates and heavy duty treated frictions. In all there are 4 clutch pack assemblies with in the transmission but we only have room for one photo.
 This is our new Super Wide Extreme band that we have made locally with welded ends replacing the spot welded ends and heavy duty lining replacing the factory O.E.M lining. The band is later treated before assembly into the transmission.
This is our new Super Wide Extreme band that we have made locally with welded ends replacing the spot welded ends and heavy duty lining replacing the factory O.E.M lining. The band is later treated before assembly into the transmission.
 This is a photo of the two different front planetary assemblies that can be found in the T/350 transmission, one with a Torrington bearing and the other with a thrust bearing. All Extreme T/350 transmissions are built using the Torrington based front planetary.
This is a photo of the two different front planetary assemblies that can be found in the T/350 transmission, one with a Torrington bearing and the other with a thrust bearing. All Extreme T/350 transmissions are built using the Torrington based front planetary.
 On the left you see the newly imported TCI Heavy Duty outer sprag ring that are fitted in all Extreme T/350 transmissions and on the right is the factory O.E.M unit that is quite prone to breakage under harsh conditions.
On the left you see the newly imported TCI Heavy Duty outer sprag ring that are fitted in all Extreme T/350 transmissions and on the right is the factory O.E.M unit that is quite prone to breakage under harsh conditions.
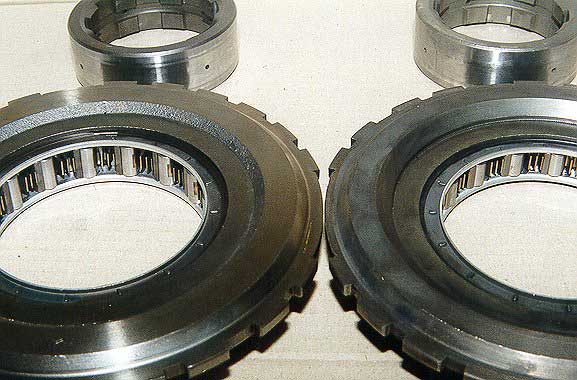 This photo shows the late model T/700 center support and roller sprag unit that is used in the construction of the Extreme Transmission and on the right is the factory unit. Notice the difference in height of the rollers? The T/700 unit on the left is a lot thinker through the body of the outer sparge race allowing for the long rollers to be fitted. The secret is in the widening of the Rollers with the Outer Sprag Race being an indirect but welcomed result. The inner race in interchangeable between the two.
This photo shows the late model T/700 center support and roller sprag unit that is used in the construction of the Extreme Transmission and on the right is the factory unit. Notice the difference in height of the rollers? The T/700 unit on the left is a lot thinker through the body of the outer sparge race allowing for the long rollers to be fitted. The secret is in the widening of the Rollers with the Outer Sprag Race being an indirect but welcomed result. The inner race in interchangeable between the two.
 Machining the valve body flat is possibly not one of the most important tasks that we undertake with the EXTREME transmissions but it is certainly part of the Blue Printing process that is undertaken.
Machining the valve body flat is possibly not one of the most important tasks that we undertake with the EXTREME transmissions but it is certainly part of the Blue Printing process that is undertaken.
 Not all jobs can be done with machine work, Every valve within the valve body has to be polished with the Scotch Brite by hand and this can take a couple of hours to get them all perfect.
Not all jobs can be done with machine work, Every valve within the valve body has to be polished with the Scotch Brite by hand and this can take a couple of hours to get them all perfect.
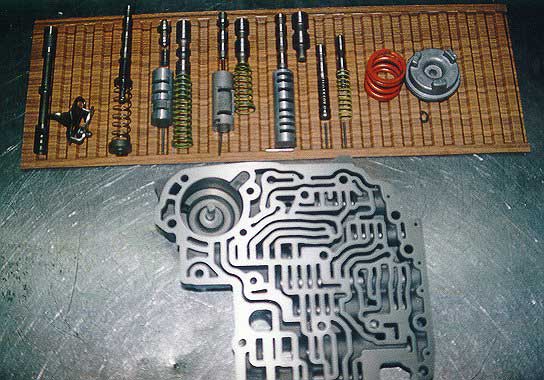 This photo basically shows the valve body after it has been completely stripped down and made ready for the machine work and valve body updates that are added to bring the unit up to scratch.
This photo basically shows the valve body after it has been completely stripped down and made ready for the machine work and valve body updates that are added to bring the unit up to scratch.
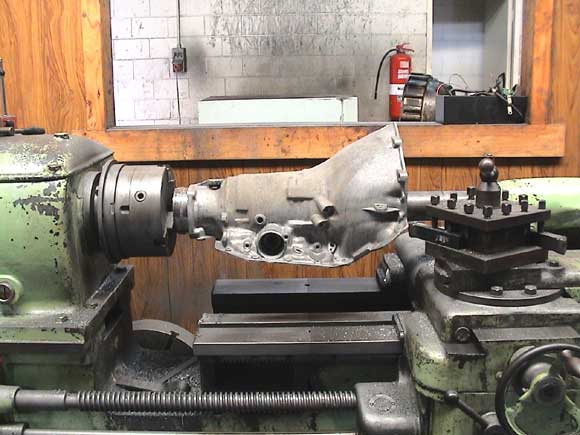 This shot shows a T/350 case having it`s forward mounting surface ( Bell Housing ) machined square to the alignment of the transmission tunnel. The lathe that we bought to do this job weighs over 7 tons and is over 14 feet long.
This shot shows a T/350 case having it`s forward mounting surface ( Bell Housing ) machined square to the alignment of the transmission tunnel. The lathe that we bought to do this job weighs over 7 tons and is over 14 feet long.
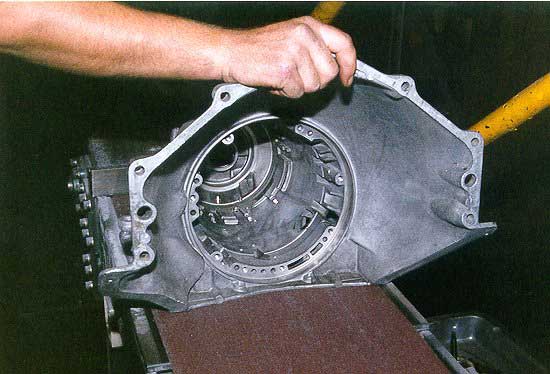
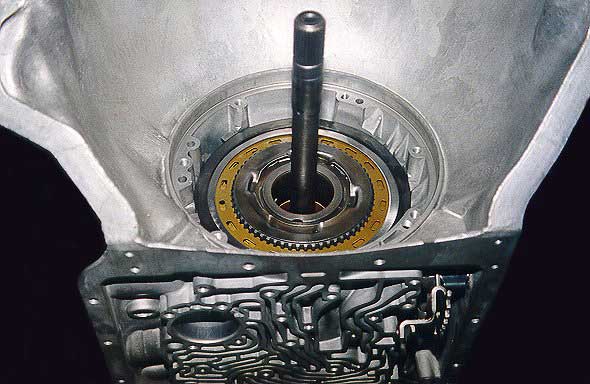
 This is a great shot showing right down deep inside in the empty transmission as we install the new rear bush into the base of the case.
This is a great shot showing right down deep inside in the empty transmission as we install the new rear bush into the base of the case.
 With just the pump to go on after the final dummy assembly we are on the home run. Everything has to be kept absolutely clean and dust free during the assembly stage or what you will get is a transmission full of stuck valves.
With just the pump to go on after the final dummy assembly we are on the home run. Everything has to be kept absolutely clean and dust free during the assembly stage or what you will get is a transmission full of stuck valves.
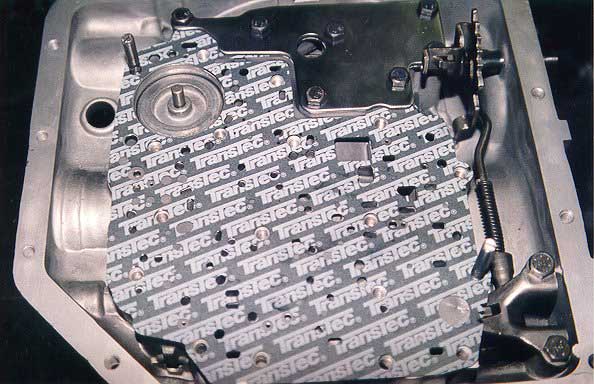 With the main case assembly finally complete after disassembling and reassembling for the umpteenth time to get the end float exactly right. All we have left in the installation of the valve body, Filter and sump.
With the main case assembly finally complete after disassembling and reassembling for the umpteenth time to get the end float exactly right. All we have left in the installation of the valve body, Filter and sump.
 It take’s almost two days just to paint the transmission with two coats of enamel under coat going on before the two coats of gloss black are added.
It take’s almost two days just to paint the transmission with two coats of enamel under coat going on before the two coats of gloss black are added.
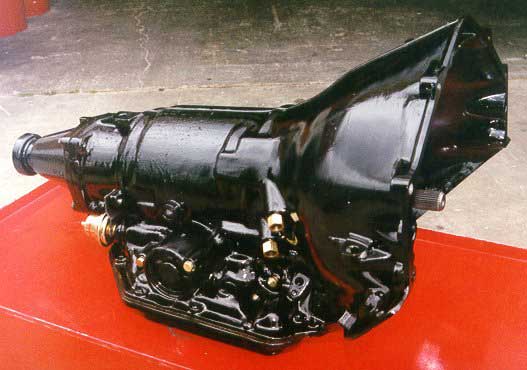 The final product has taken a total of three days to build and another day and a half to paint but the Extreme T/350 transmission is now complete. This is when you know you got what you paid for.
The final product has taken a total of three days to build and another day and a half to paint but the Extreme T/350 transmission is now complete. This is when you know you got what you paid for.
