
Extreme A442F Transmission Build Up
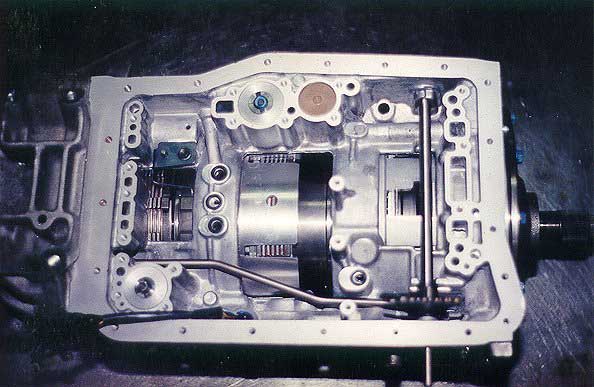
 Well this is what the 80 Series transmission looks like before we start to dismantle the unit. The whole process from this stage to the final coat of paint will take four days working flat out while a standard unit can be built in one day.
Well this is what the 80 Series transmission looks like before we start to dismantle the unit. The whole process from this stage to the final coat of paint will take four days working flat out while a standard unit can be built in one day.
 This photo shows the Land Cruiser transfer case being removed from the transmission before we start.
This photo shows the Land Cruiser transfer case being removed from the transmission before we start.
 This photo shows the transmission completely striped and coming out of the hot wash just before being taken to the rebuild room for inspection.
This photo shows the transmission completely striped and coming out of the hot wash just before being taken to the rebuild room for inspection.
 This is a 80 series A442F having is lower case machined dead flat as they are NEVER flat. The machine used was specially built for us as the surface is so large on many transmissions, milling such a large surface area will always distort the case as it builds up heat.
This is a 80 series A442F having is lower case machined dead flat as they are NEVER flat. The machine used was specially built for us as the surface is so large on many transmissions, milling such a large surface area will always distort the case as it builds up heat.
 The end result of the machine work shows that this case has a large bow within it. After machining is finished the case will be completely flat and free from any distortion it may have received over the years. There has been many times that we have found quite large bows within the case, some as large as 40 thou ( 1.00 mm ).
The end result of the machine work shows that this case has a large bow within it. After machining is finished the case will be completely flat and free from any distortion it may have received over the years. There has been many times that we have found quite large bows within the case, some as large as 40 thou ( 1.00 mm ).
 Machining and reseizing the front pump half. These are another item that never seem to be nice and flat.
Machining and reseizing the front pump half. These are another item that never seem to be nice and flat.
 After cleaning the front pump half and installing the new pump bush and seal the depth of the gear crescent is measured and checked against pump gears.
After cleaning the front pump half and installing the new pump bush and seal the depth of the gear crescent is measured and checked against pump gears.
 The width of both the inner and outer pump gears are checked for tolerance after being wet blocked flat.
The width of both the inner and outer pump gears are checked for tolerance after being wet blocked flat.
 The complete pump assembly with new bushes, end float thrust bearing, drum rings, pump gasket and outer pump D ring. End float thrust will no doubt be changed during case assembly.
The complete pump assembly with new bushes, end float thrust bearing, drum rings, pump gasket and outer pump D ring. End float thrust will no doubt be changed during case assembly.
 This is the new look 6 friction third clutch pack replacing the standard 5 friction clutch pack with new radial ground steel plates and heavy duty treated frictions.
This is the new look 6 friction third clutch pack replacing the standard 5 friction clutch pack with new radial ground steel plates and heavy duty treated frictions.
 Once again we see a new look 6 friction clutch pack, this time the second clutch replacing the old 5 friction unit. Adding extra frictions to any clutch unit will always increase the load capacity of that clutch.
Once again we see a new look 6 friction clutch pack, this time the second clutch replacing the old 5 friction unit. Adding extra frictions to any clutch unit will always increase the load capacity of that clutch.
 Part of the process of adding extra frictions to the 80 series transmission is to get the job done without having to resort to using thin steels so the machining of the clutch piston is one way we get the room.
Part of the process of adding extra frictions to the 80 series transmission is to get the job done without having to resort to using thin steels so the machining of the clutch piston is one way we get the room.
 This photo shows a second clutch piston being modified to help eliminate the 3-2 bind up that we quite often find within these transmissions.
This photo shows a second clutch piston being modified to help eliminate the 3-2 bind up that we quite often find within these transmissions.
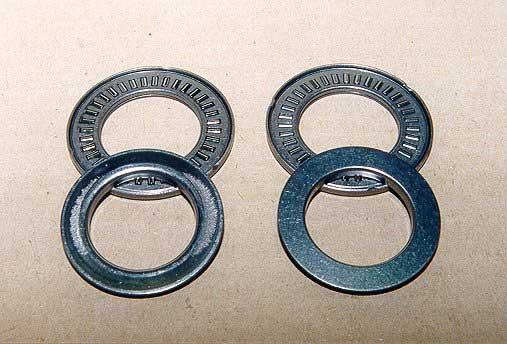 On the left we have a A442F rear pump bearing that has lost all of it’s hardening and left the skid plate badly damaged. This is why when we build an Extreme 80 Series transmission that every torrington bearing is replaced. On the right the new selective skid plate and torrington bearing.
On the left we have a A442F rear pump bearing that has lost all of it’s hardening and left the skid plate badly damaged. This is why when we build an Extreme 80 Series transmission that every torrington bearing is replaced. On the right the new selective skid plate and torrington bearing.
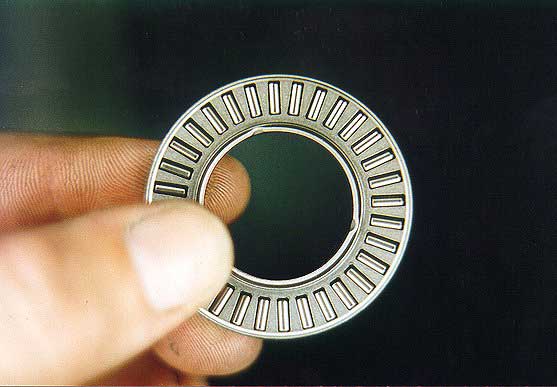 This is a close up photo taken though a magnifying class to check the bearings for case hardening problems, we will always inspect the old bearings before replacing them to get an idea on how the whole transmission has been wearing.
This is a close up photo taken though a magnifying class to check the bearings for case hardening problems, we will always inspect the old bearings before replacing them to get an idea on how the whole transmission has been wearing.
 This is what the last photo was taken though. Just thought I would add this photo in just to prove that we do use a magnifying glass during the building of the Extreme units.
This is what the last photo was taken though. Just thought I would add this photo in just to prove that we do use a magnifying glass during the building of the Extreme units.
 The main case assembly is finally complete after disassembling and reassembling for the umpteenth time to get the end float exactly right. This can take a couple of hours by itself using selective skid plates to get the end result just right.
The main case assembly is finally complete after disassembling and reassembling for the umpteenth time to get the end float exactly right. This can take a couple of hours by itself using selective skid plates to get the end result just right.
 One of the two new accumulator dowels that are used as part of the recalibration of the Extreme transmission. The Extreme Valve Body and accumulator set can be bolted onto a standard transmission while still in the car giving you quite a remarkable performance change within themselves. The Extreme Valve Body kit is available as a separate unit.
One of the two new accumulator dowels that are used as part of the recalibration of the Extreme transmission. The Extreme Valve Body and accumulator set can be bolted onto a standard transmission while still in the car giving you quite a remarkable performance change within themselves. The Extreme Valve Body kit is available as a separate unit.
 We add the accumulator pistons and springs and where ready for the valve body. Notice the newly machined case surface.
We add the accumulator pistons and springs and where ready for the valve body. Notice the newly machined case surface.
 The valve body goes on and where almost done but even this has to be done right. An inch pounds tension wrench is a must.
The valve body goes on and where almost done but even this has to be done right. An inch pounds tension wrench is a must.
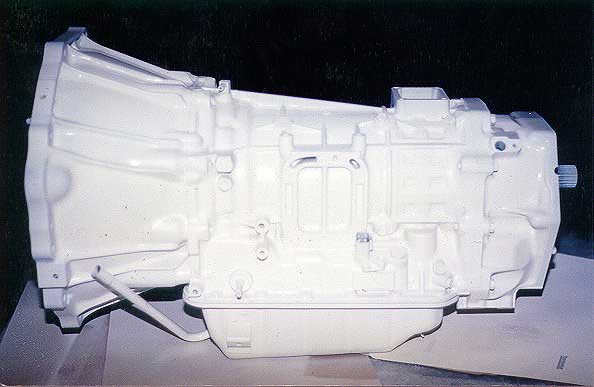 With the transmission assembly now complete we enamel coat the transmission before the top coat is added.
With the transmission assembly now complete we enamel coat the transmission before the top coat is added.
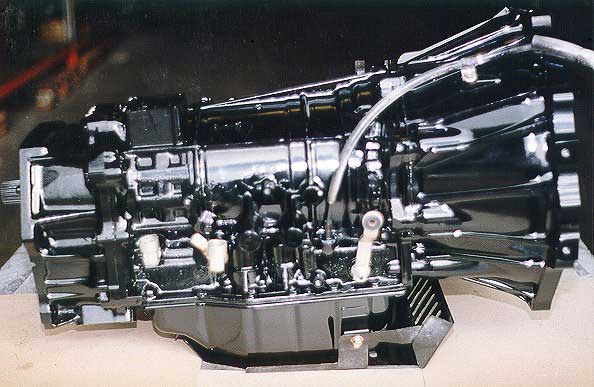 The final product has taken a total of three days to build and another day to paint but the Extreme 80 Series A442F transmission is now complete. This is when you know you got what you paid for.
The final product has taken a total of three days to build and another day to paint but the Extreme 80 Series A442F transmission is now complete. This is when you know you got what you paid for.
 Although only one halve is shown here, both the converter impeller and turbine are Kiln bronzed for added strength. We are often asked to change the stall of the converter to accommodate personnel preferences during the building of our converters.
Although only one halve is shown here, both the converter impeller and turbine are Kiln bronzed for added strength. We are often asked to change the stall of the converter to accommodate personnel preferences during the building of our converters.
 This is what our custom made Toyota Landcruiser 80 and 100 Series A442F Kiln bronzed converter looks like once it is balanced and painted.
This is what our custom made Toyota Landcruiser 80 and 100 Series A442F Kiln bronzed converter looks like once it is balanced and painted.
